

Cryogenic Ball Valves
Designed for Superior Performance in Cryogenic Applications
Our cryogenic ball valves are specifically designed for extremely low-temperature environments, operating reliably and with superior performance at temperatures as low as -196°C. These valves are suitable for liquefied natural gas (LNG), liquid oxygen, liquid nitrogen, and other cryogenic fluids, which are not only extremely cold but also volatile and potentially explosive when heated. Their unique design incorporates advanced materials and manufacturing processes to ensure gas-tight sealing and long-term reliability in the most demanding industrial applications.
Engineered with Advanced Cryogenic Technology
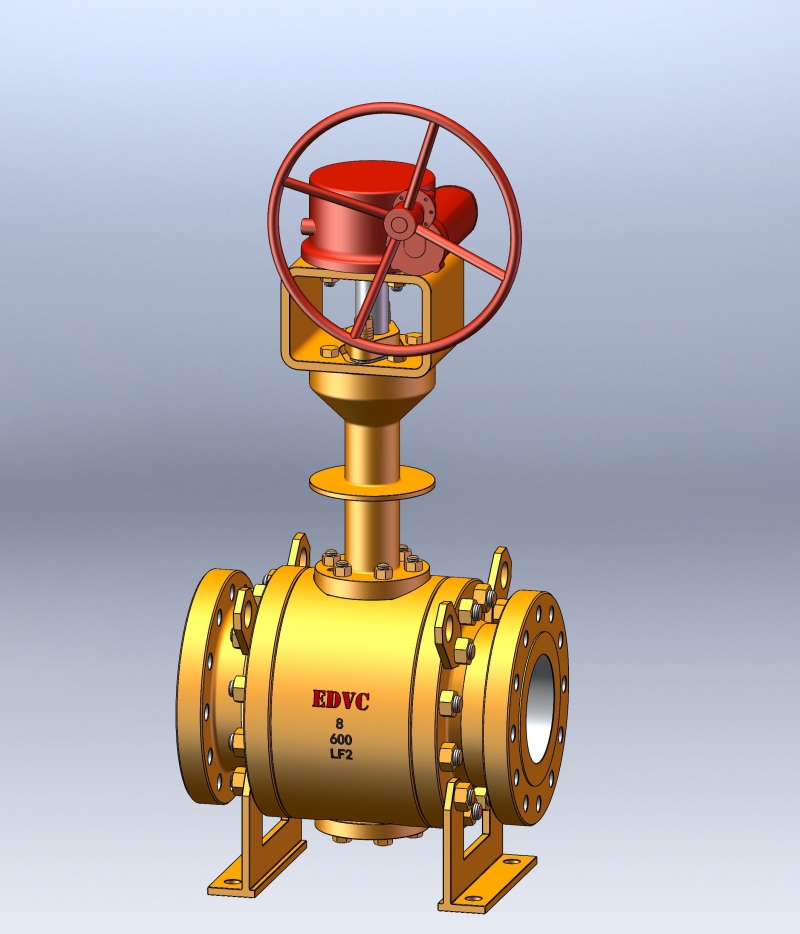
The core of our cryogenic ball valve design lies in its special long-neck bonnet structure, which effectively isolates the packing gland from the extremely low-temperature medium. This critical design feature prevents the packing from freezing and ensures reliable stem sealing even in cryogenic environments. All pressure-bearing components undergo deep cryogenic treatment, which involves immersing the components in liquid nitrogen at -192°C for 1-2 hours, followed by two cycles of natural return to ambient temperature. This treatment eliminates residual stress, prevents material embrittlement, and ensures that the valve maintains its mechanical properties throughout the entire temperature cycle.
Delivering Unmatched Performance and Reliability
Our cryogenic ball valves deliver exceptional performance under a wide range of operating conditions. These valves are available in sizes ranging from DN15 to DN600 (1/2 inch to 24 inches) and pressure ratings from Class 150 to Class 2500 LB. The operating temperature range is from -196°C to -253°C, making them suitable for both cryogenic and ambient temperature applications. The valve body is made of LCB or CF8 stainless steel, and the ball and stem are made of AISI 304, offering excellent corrosion resistance and low-temperature toughness.
Built for Critical Industrial Applications
Cryogenic ball valves are indispensable critical components in industries where reliability and safety are paramount. They are widely used in liquefied natural gas (LNG) receiving terminals, LNG storage tanks, air separation units, and petrochemical processing facilities. These valves are particularly suitable for handling ethylene, liquid oxygen, liquid hydrogen, and other cryogenic fluids, with applications ranging from tank isolation to process control. Their fire-safe design, compliant with API 607 standards, ensures continued operation even in emergency situations.
Manufactured to Rigorous International Standards
Our cryogenic ball valves are manufactured in strict accordance with API 6D, ASME B16.34, ISO 17292, and BS6364 standards. Each valve undergoes comprehensive testing to meet API 598 and BS 6364 standards, including cryogenic helium leak testing to ensure airtight sealing performance. Anti-static design and blow-out proof stem construction provide additional safety features, while extended stem options and various actuation methods (manual, pneumatic, electric) offer flexibility for different operational requirements.
Previous: There is no more.
Next: There is no more.




